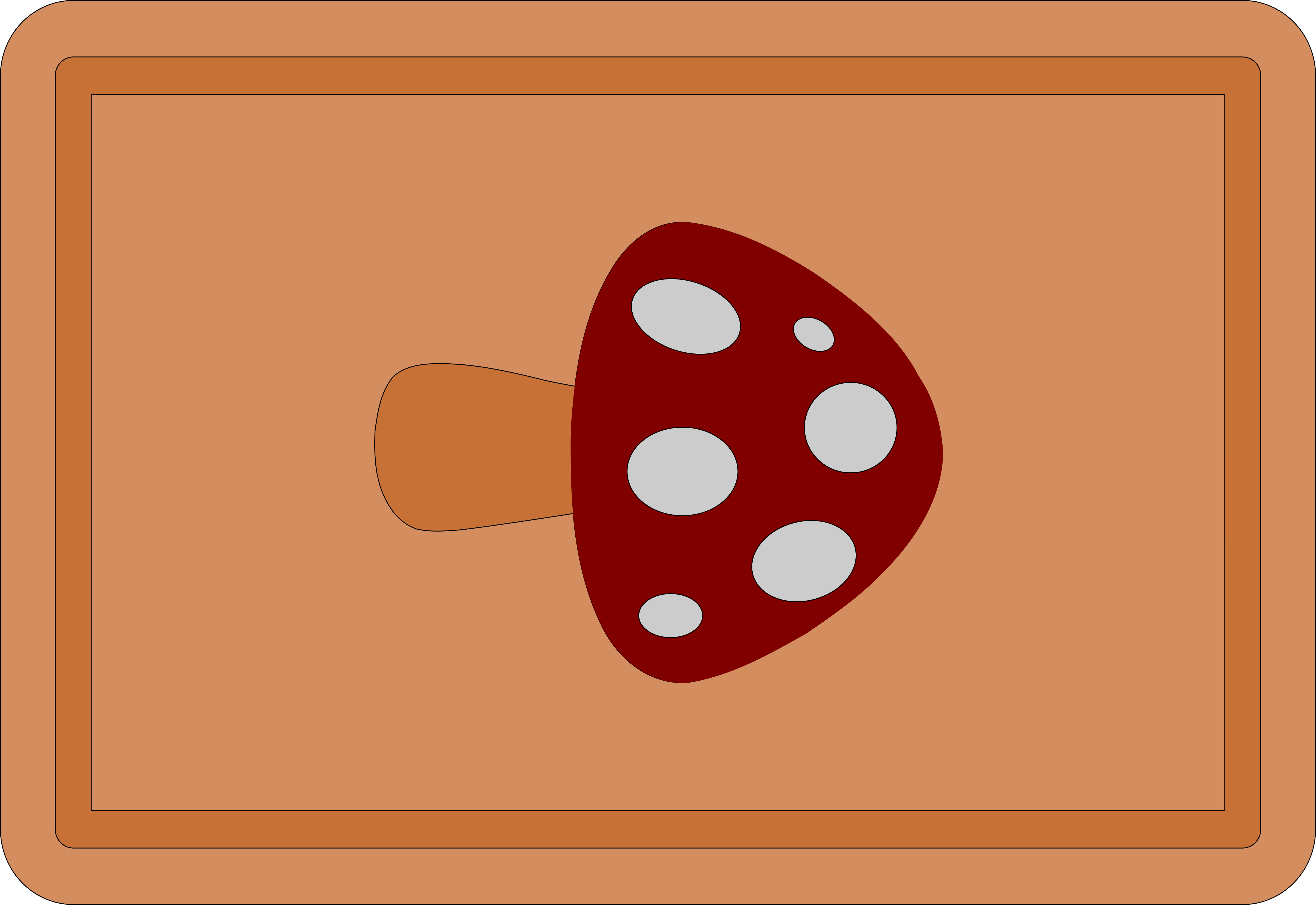
I’m working on a cutting board that I want to embed a shape in the middle that goes all the way thru the cutting board. Enclosed is a drawing of what I’m doing. Each color is a different type of wood.
My question is the size of the pieces that go into the other parts of the board. Currently I have the spots and the mantle cut out but the spots don’t seem to want to fit into the holes. I supposed with some sanding and a mallet I can make it work. But should I account for a small separation between the cuts? Or should the same outline be good for both the inside and outside pieces?